Mediciones de hornos rotativos
Alineación en caliente de hornos rotativos
Una desalineación en el horno tiene una incidencia directa sobre la vida útil del refractario, generando su rotura y caída y, debido a esto, se puede exponer al casco a temperaturas excesivas que generan deformaciones irreversibles en el mismo, e incluso roturas debido a tensiones y fatiga. Genera sobrecarga en los apoyos, desgastes irregulares en el engrane de corona y piñones, y mayor consumo de energía.
La determinación en caliente del eje del horno es un estudio que permite conocer si las desviaciones de los puntos de giro coincidentes con el centro de los apoyos, se encuentra dentro de las tolerancias del fabricante. El método directo de medición toma los datos por medición directa sobre el casco del horno en dos secciones por apoyo, vecinas a la llanta, efectuadas con un distanciómetro láser. No hay mediciones indirectas sobre las llantas y sobre los rodillos que puedan incrementar errores.
En función de los resultados obtenidos, se definen los movimientos a realizar en rodillos, a los fines de alinearlo.
Alcance:
Esta medición constituye nuestro principal y más completo servicio, ya que incluyen todas las mediciones de nuestra empresa que permiten lograr un diagnóstico completo de la problemática del horno. Sin embargo, estas mediciones se pueden realizar aisladamente, según la necesidad puntual de cada planta.Todas estas mediciones se tienen en cuenta para recomendar las acciones más convenientes que se deben tomar para mejorar el funcionamiento del conjunto.
Alineación en frío de hornos rotativos
La alineación en frío es el otro método para medición de alineación de hornos rotativos. Se debe llevar a cabo por fuera del horno, cuando está detenido, y a temperatura ambiente.
Ventajas:
- Es que es una medición de mucha precisión.
- Más económica que la alineación en caliente.
- Permite realizar un chequeo en paradas programadas.
Desventajas:
- No es un resultado del horno en regimen.
- La deformación de llantas y rodillos tienen una mayor incidencia en el resultado.
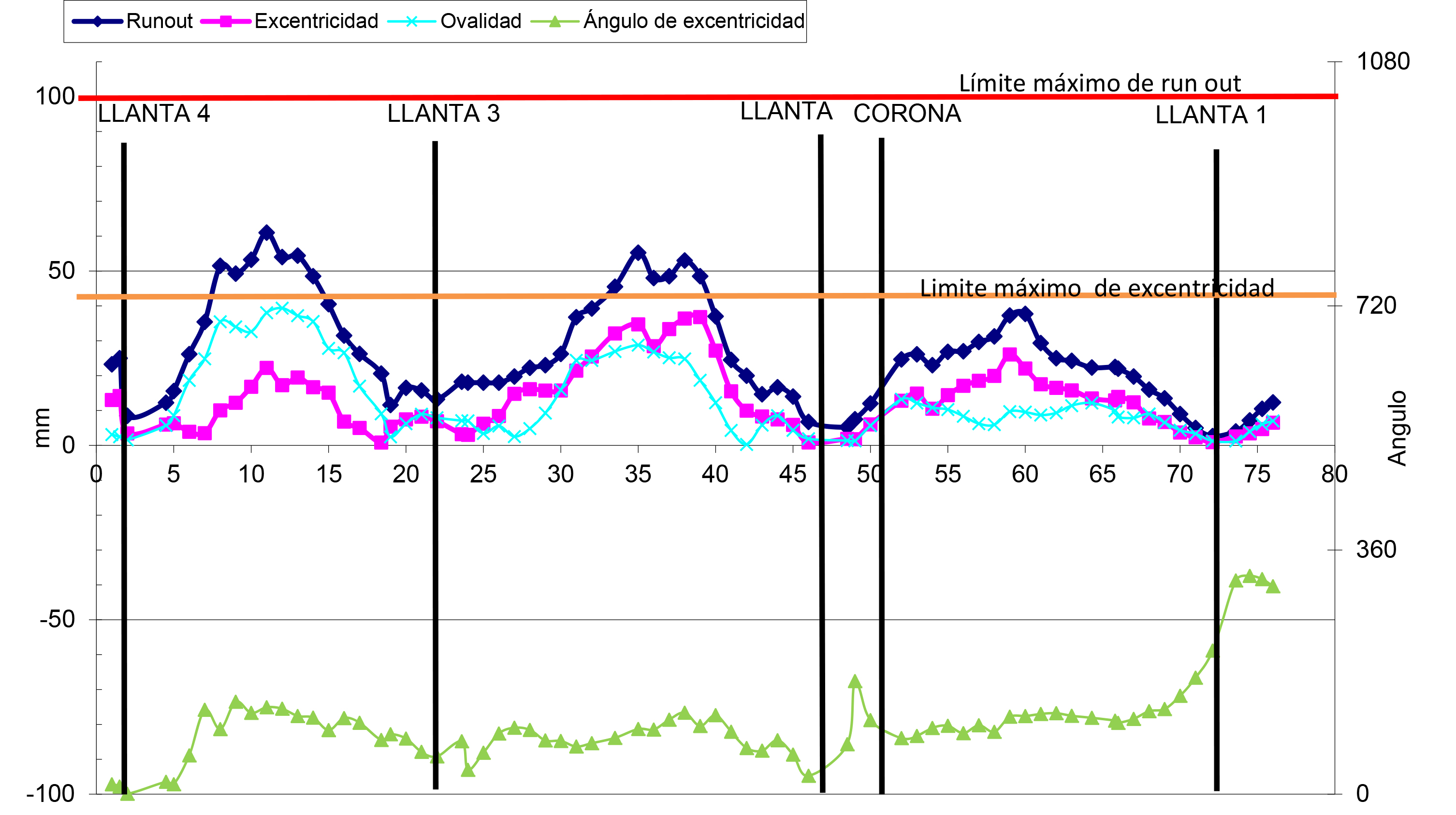
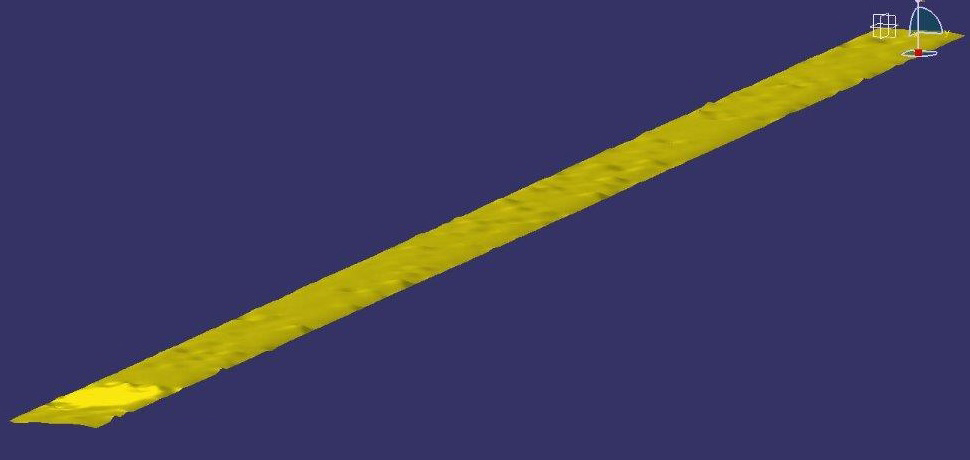
Topografía interna de casco de horno
Se realiza un plano Topográfico del Horno, con el cual se puede visualizar perfectamente las deformaciones del casco. Esta medición sirve para analizar causas de caída de refractario, sobre todo en lugares que desde el exterior no son accesibles, como en las zonas debajo de las llantas.
Esta medición se realiza con el horno parado y sin refractario.
Topografía interna de virolas
La medición se realiza mediante un láser, con una densidad de 300 puntos por sección, con apreciación de 1mm.Topografía externa de casco de horno
Esta medición permite definir el estado del casco del horno, el cual condiciona el comportamiento y vida útil de las llantas, rodillos y conjunto corona-piñón
Complementando ésta medición con la de flexión de ejes de rodillos, y alabeo de llantas, se puede detectar la existencia de cigüeñales en el horno, ya sean mecánicos o térmicos, y la consecuencia que tiene en los componentes del horno.
Todas las mediciones se realizan con láser desde el exterior con el horno en marcha.
Permite:
- Permite determinar la ubicación y el ángulo de ocurrencia de los cigüeñales térmicos y mecánicos sobre todo el horno.
- Apreciar las deformaciones locales del casco para planificar reparaciones en las zonas más afectadas.
- Determinación de los centros instantáneos de giro de las secciones del equipo rotativo.
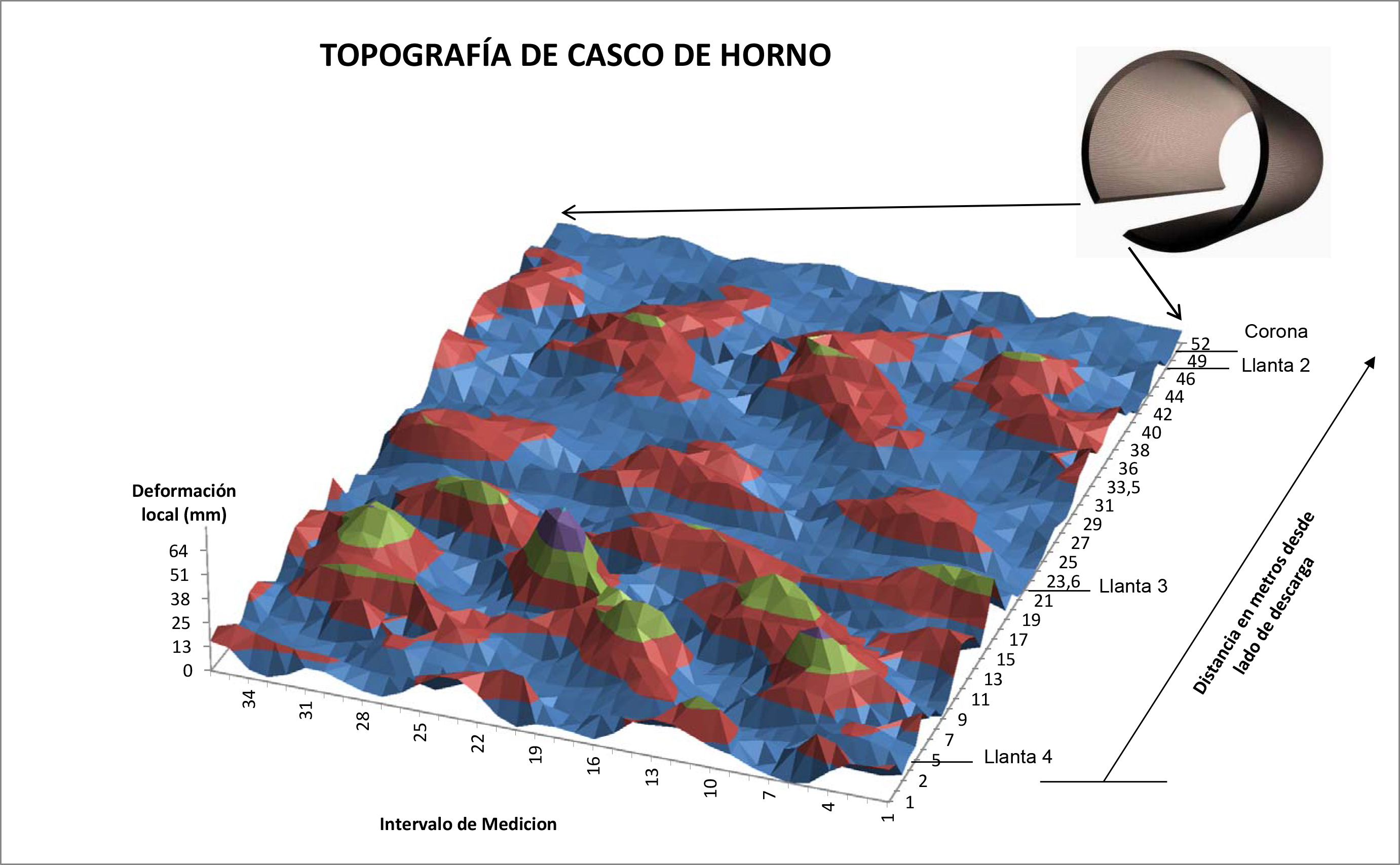
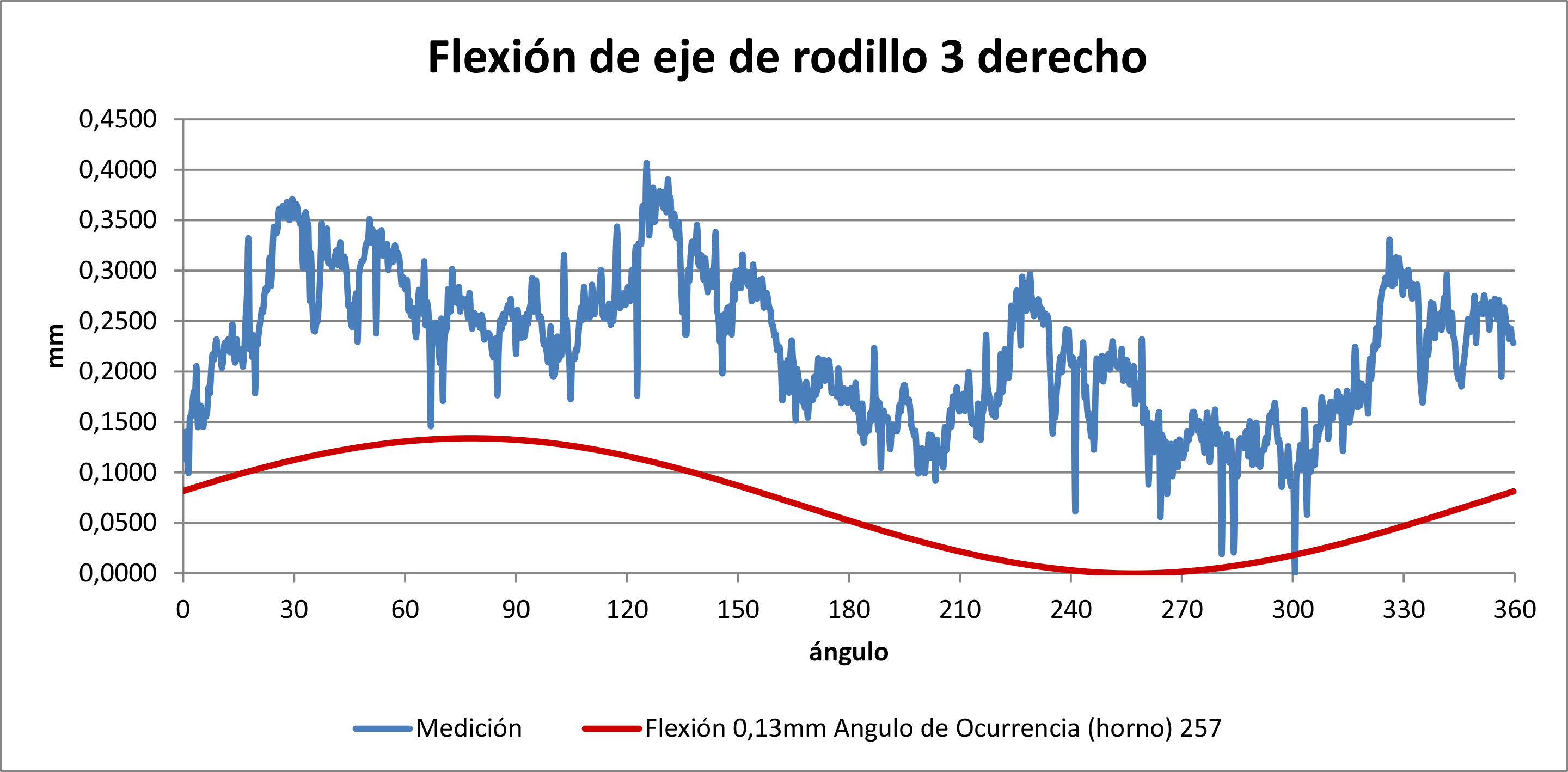
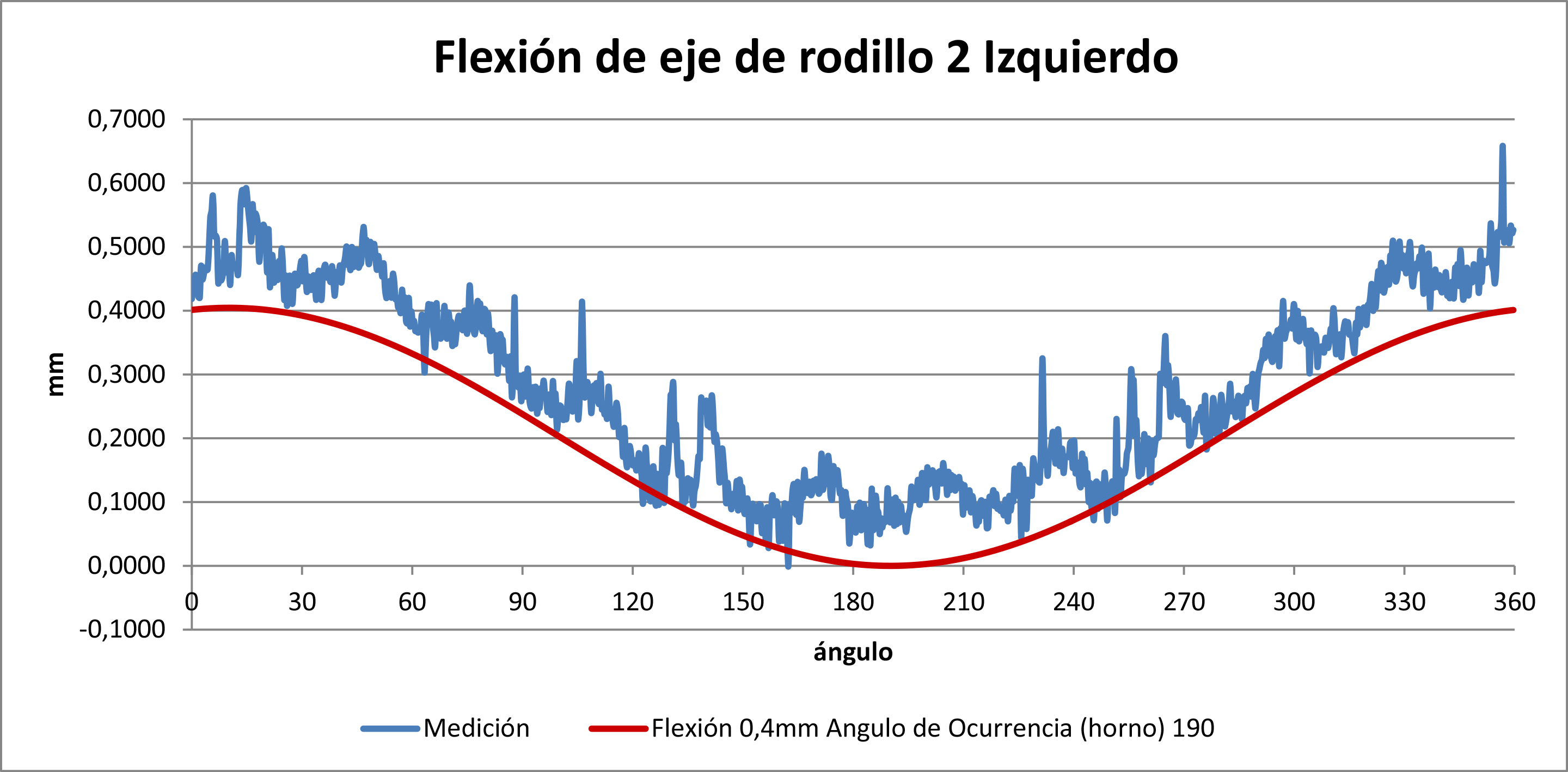
Medición de variación de flexión de ejes de rodillo de apoyo de horno
Por lo general deformaciones en el casco generan tensiones innecesarias y excesivas en los rodillos, reduciendo su vida útil e incluso pudiendo ocasionar roturas en el eje de los mismos. Esto implica altos costos de reparación, y altísimos costos en términos de producción por paradas de horno no planificadas. Es por esto que esta medición, se presenta como una valiosa herramienta para identificar las magnitudes de las fuerzas soportadas por cada rodillo, y de esta forma definir cursos de acción para reducir este stress.
Ésta medición, permite diagnosticar el estado de las variaciones de las flexiones de los ejes de rodillos soportes del horno, ángulo de ocurrencia, y las deformaciones de las superficies de rodaduras de los mismos. Permite además identificar esfuerzos producidos por posibles cigüeñales en el casco del horno.
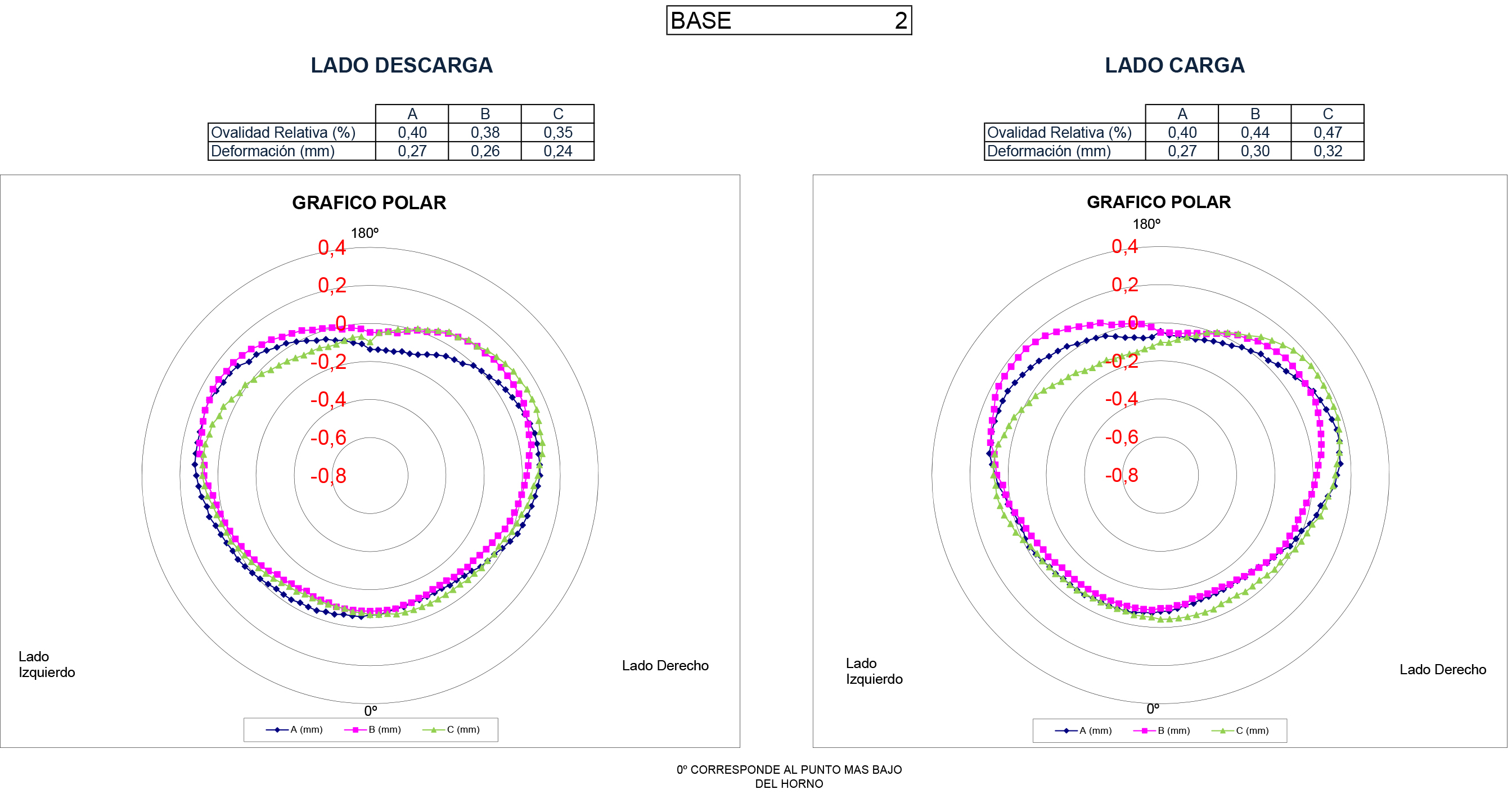
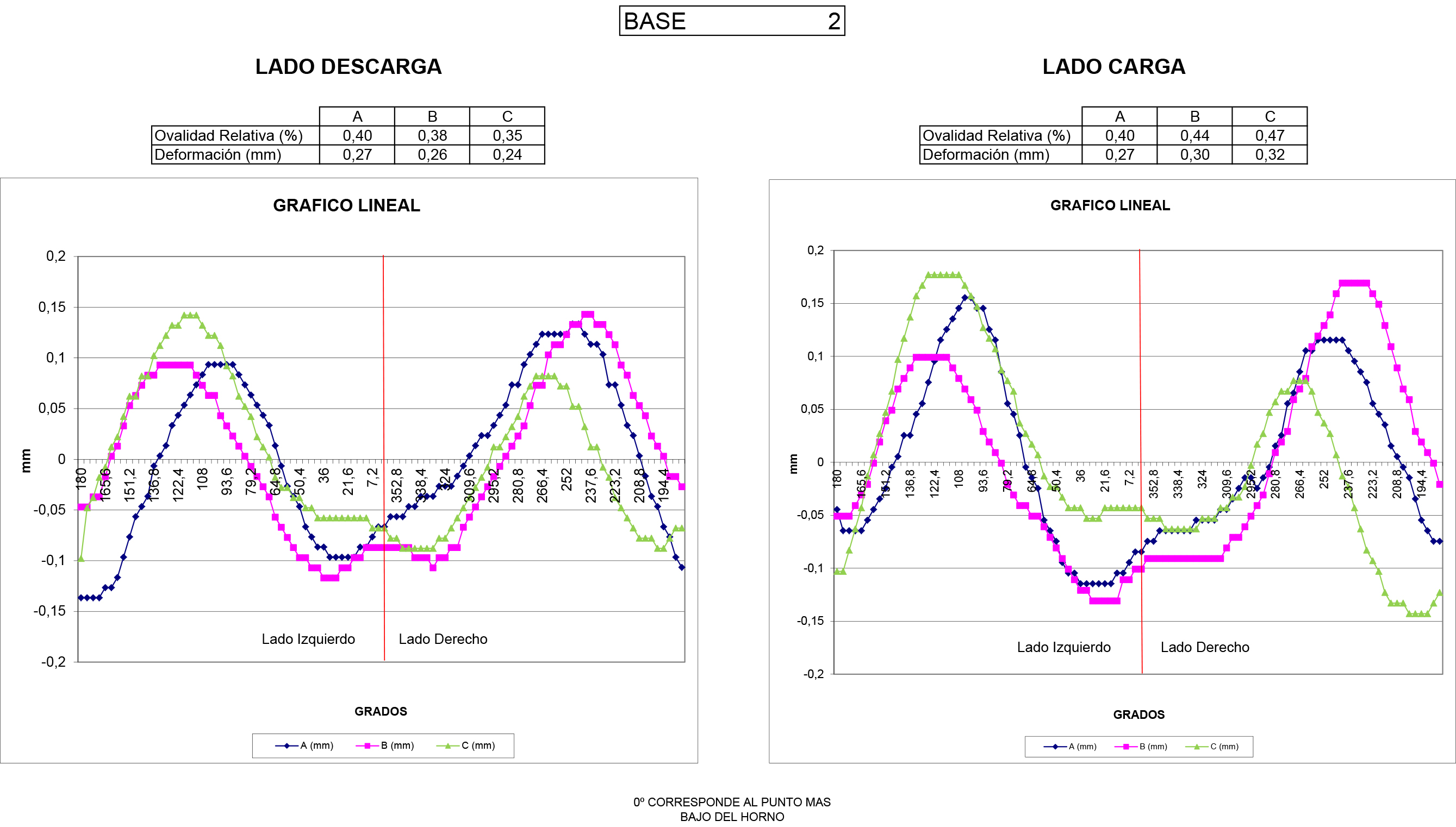
Shell Test electrónico para casco de horno
La duración del revestimiento refractario se encuentra influenciada sustancialmente por la condición mecánica del horno rotatorio. Es decir, por la distorsión producida en el casco en cada giro.
Esta medición determina el grado de deflexión del casco del horno mientras éste gira, indicando el grado de ovalización del casco y la distribución de esfuerzos entre rodillos del mismo apoyo. Un alto grado de ovalidad lleva a que el refractario reduzca su vida útil.

Medición de posición espacial de ejes de rodillos de apoyo de horno
La posición de los rodillos es de suma importancia en el comportamiento del horno. De esto dependen, no sólo los movimientos del horno, sino que tiene incidencias en la corona, piñón, y empujes axiales.
Para que los rodillos soportes del horno tengan un adecuado empuje, es necesario que, además de tener el mismo nivel que el horno, los ejes estén ubicados de forma paralela entre sí y con el cruce adecuado. De no ser así puede generar esfuerzos antagónicos, traduciéndose en calentamiento de cojinetes, llegando a comprometer la vida útil del mismo. Puede generar también deformación de rodillos y llantas.
Ésta medición permite definir:
- Posición vertical de los ejes de rodillos (nivel). Se deben comparar con el nivel del horno, y definir las correcciones necesarias.
- Posición Horizontal de los ejes de rodillos (cruce), en función de los cuales se puede planificar los ajustes necesarios para un adecuado balance en el empuje del horno.
Medición de niveles de chasis de rodillo
Como medición complementaria es útil medir el nivel de chasis de los soportes de los rodillos, ya que movimientos en los macizos pueden afectar el nivel de los mismos.
Esta medición es muy importante a los efectos de comparar el nivel de los chasis con el nivel teórico del horno. En caso de que la relación de los chasis donde se apoyan los rodillos soporte del horno no sean adecuados, pueden generar empujes inapropiados de los rodillos.
De ser necesario, se calculan los suplementos a colocar para lograr la nivelación.
Medición de accionamiento de equipos durante la marcha
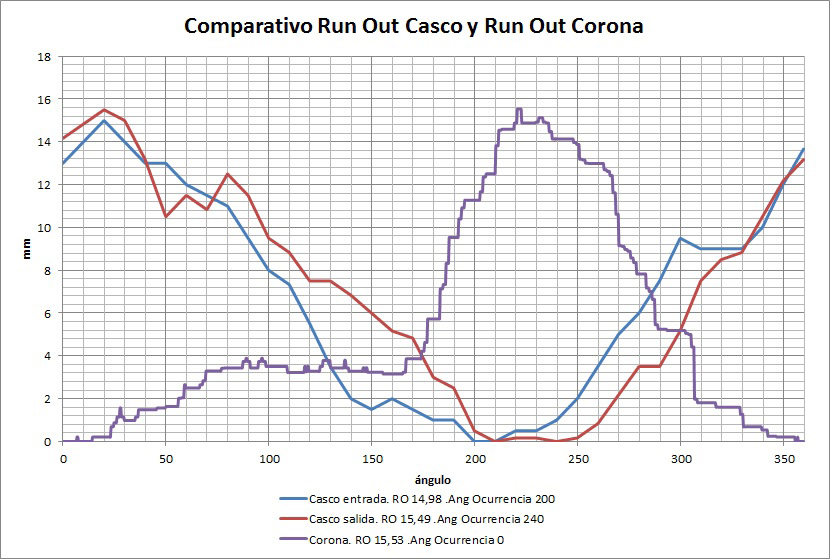
Alabeo de corona:
El alabeo que está fuera de los valores recomendados genera fatiga en los materiales de la corona, y un desgaste no aconsejado en dientes de corona y piñón.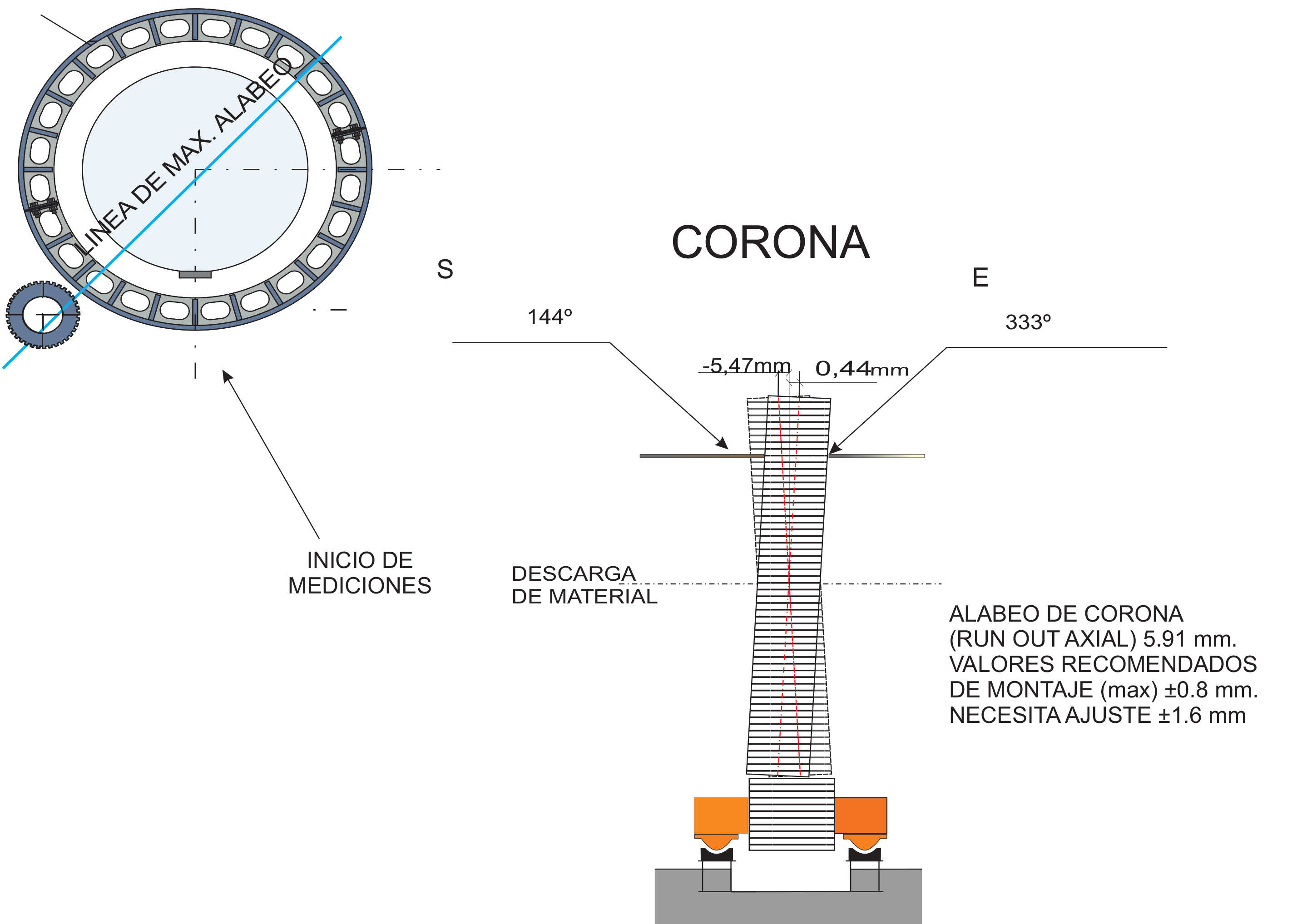
Run out de corona:
Valores no admisibles de Run Out en la corona de accionamiento generan un mayor consumo de energía, además, generan desgaste y fatiga innecesaria de los dientes del conjunto dentado.Las mediciones se realizan con equipo computarizado, mediante mediciones sin contacto. Esto permite efectuar el diagnostico del equipo en régimen normal de funcionamiento, obteniendo valores reales de trabajo sin afectar la producción.
Medición de migración de llantas de horno
Método de OUBURG:
Con esta medición se grafica el desplazamiento relativo, y la luz existente entre el casco del horno y la llanta. Ayuda a determinar el cambio de suplementos entre casco y llanta.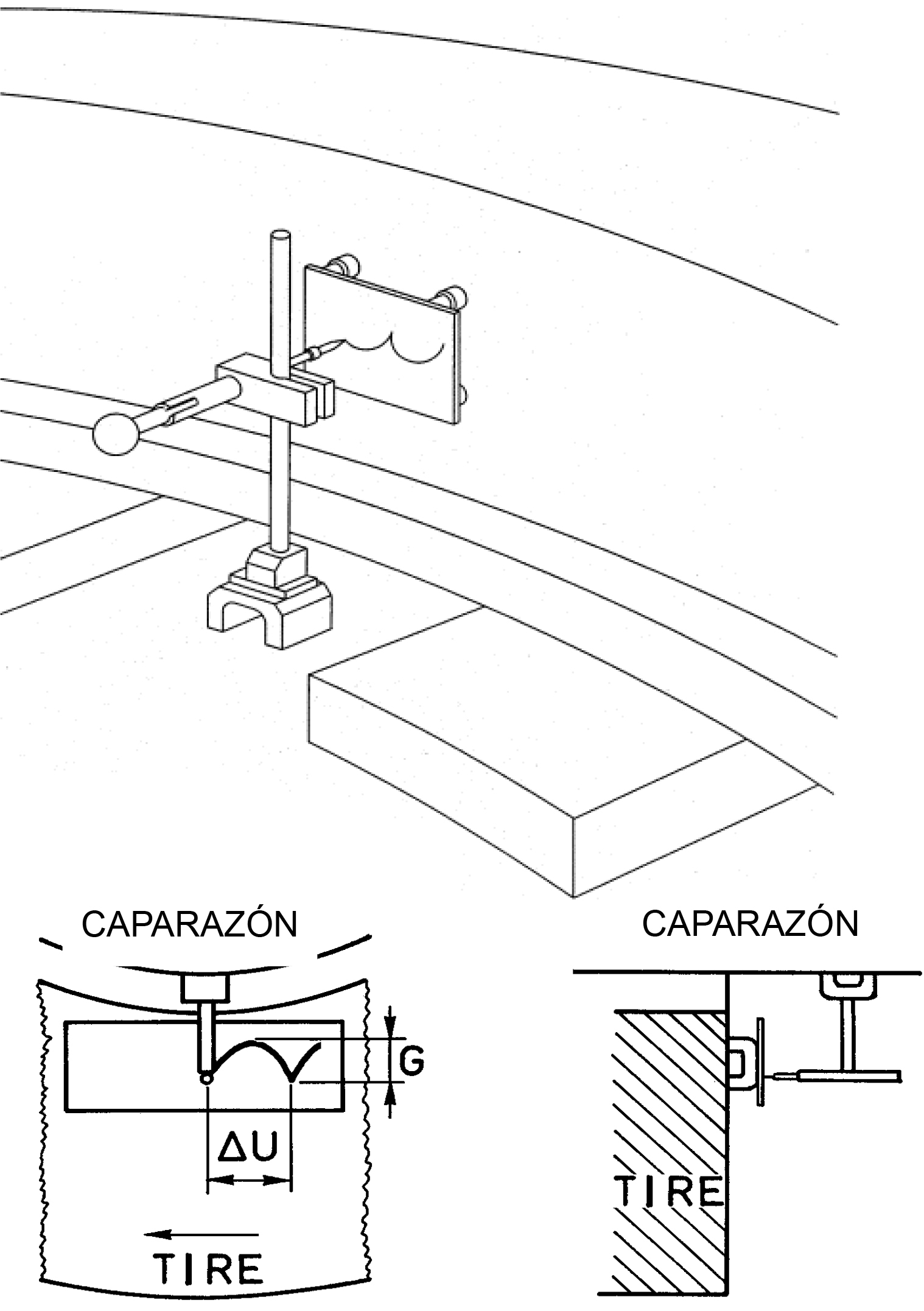
Medición de diámetros de llantas y rodillos de apoyo de horno
A los fines de analizar la necesidad de torneado de llantas y rodillos, disponemos de equipos que permiten realizar la medición de desarrollo con el horno en movimiento.
De esta medición, surge si las deformaciones que presentan los mismos, implican la necesidad de ser mecanizados.
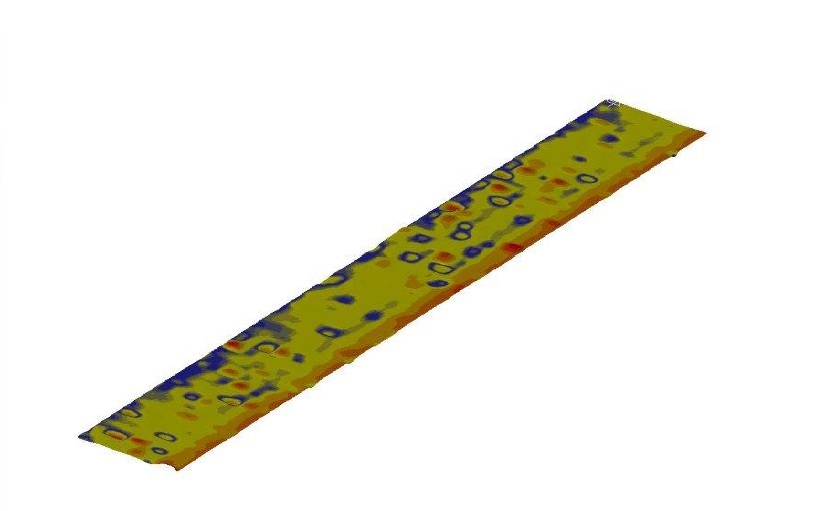
Topografía de llantas y rodillos apoyo de horno
Estas mediciones permiten diagnosticar en funcionamiento, la magnitud de las deformaciones de los rodillos de apoyo y determinar la necesidad del mecanizado de los mismos. Se efectúa con método de medición sin contacto y precisión de 0,02 mm, con una malla de 100mm x 50 mm”.

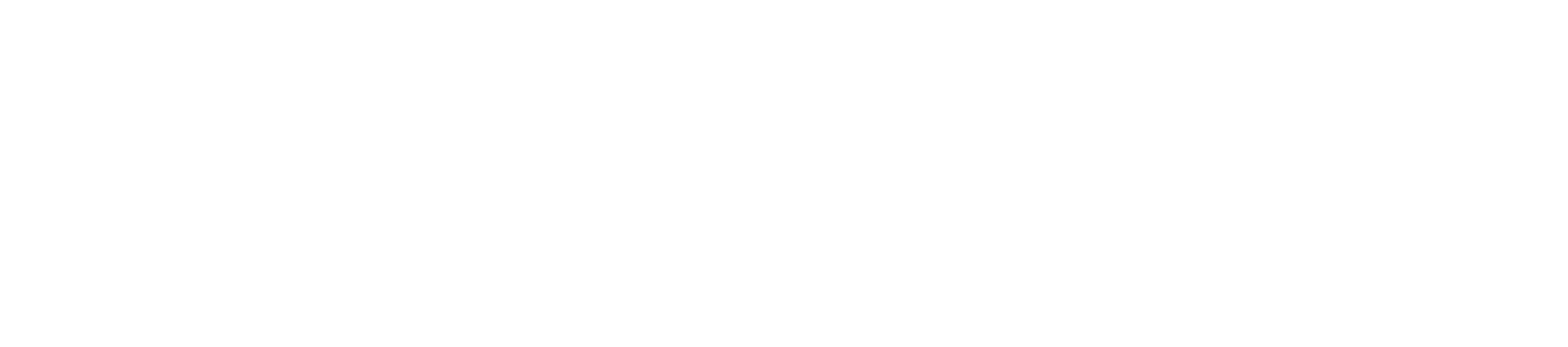
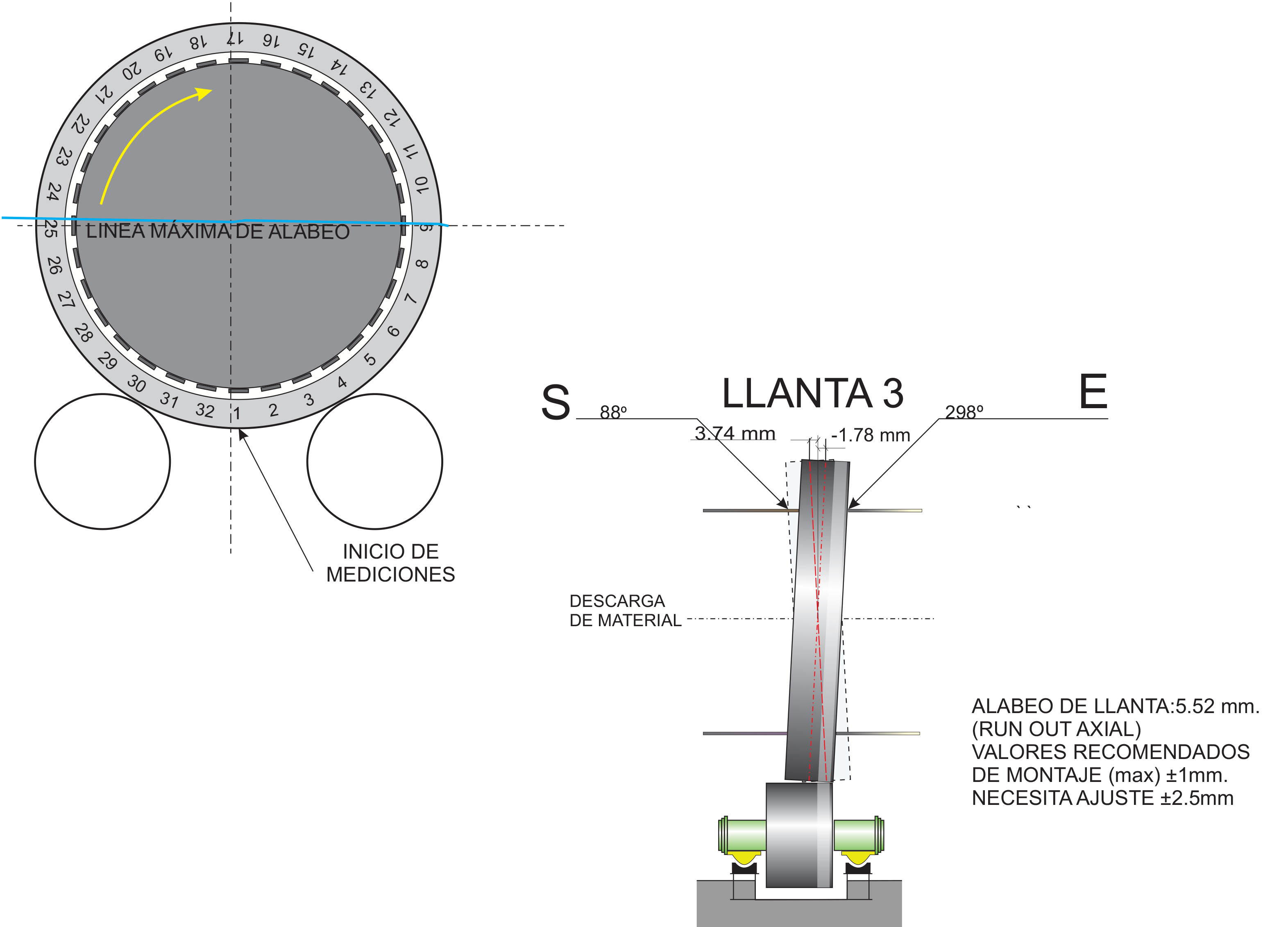
Medición de alabeo y run out de llantas
Alabeo de llanta:
El alabeo que está fuera de los valores recomendados genera desgastes no deseados en las superficies de rodaduras y esfuerzos en el casco. Además es un buen indicador de posibles cigüeñales en e horno.Run Out de llanta:
En el caso de las llantas, el run out es un buen indicador del estado general del conjunto del casco en las zonas adyacentes.Las mediciones se realizan con equipo computarizado, mediante mediciones sin contacto. Esto permite efectuar el diagnóstico del equipo en régimen normal de funcionamiento, obteniendo valores reales de trabajo sin afectar la producción.
Mediciones complementarias
Las mediciones anteriores se complementan con las siguientes para lograr un diagnostico mas preciso:
- Temperatura de casco, llantas, soportes y cojinetes de rodillos, temperatura del par cerrado.
- Distancia entre centros de rodillos e inclinación de sus soportes.
- Luz fondo de engrane.
Inspección visual de:
- Contacto de rodillos y llantas. Rodillos de empuje axial.
- Estado de suplementos y bloques de retención.
- Sellos de entrada y salida.
- Contacto de dientes de corona - piñón, (back lash, root clearance).
- Medición de nivel de chasis soportes.